堆焊層側(cè)測(cè)厚用試塊是依據(jù)承壓設(shè)備奧氏體不銹鋼、鎳合金等堆焊層厚度測(cè)量方法的要求而設(shè)計(jì)的���,適用于超聲測(cè)厚儀用雙晶直探頭從堆焊層側(cè)進(jìn)行測(cè)量的校準(zhǔn)����。以下是關(guān)于它的一些信息:
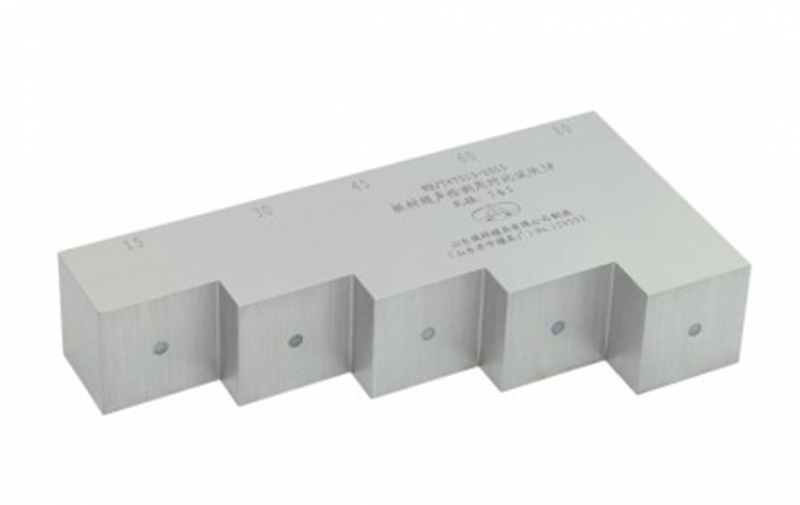
在NB/T47013.3-2015《承壓設(shè)備無(wú)損檢測(cè) 第3部分:超聲檢測(cè)》中�����,對(duì)于堆焊層側(cè)測(cè)厚用試塊也有相關(guān)規(guī)定�����。例如����,雙晶直探頭檢測(cè)采用T1型試塊,基材厚度t至少應(yīng)為堆焊層厚度的2倍����,試塊堆焊厚度應(yīng)大于等于被檢工件的堆焊層厚度。采用T1型試塊校準(zhǔn)檢測(cè)堆焊層內(nèi)缺陷時(shí)�����,將雙晶直探頭放在試塊的堆焊層表面上��,用試塊上右側(cè)4個(gè)3mm平底孔繪制距離 - 波幅曲線��,并以此曲線作為基準(zhǔn)靈敏度。

測(cè)試方法:雙晶直探頭在堆焊層側(cè)測(cè)量
a) 在與基材聲學(xué)特性相同或相近的試塊上���,調(diào)節(jié)儀器水平線性和掃描范圍����;
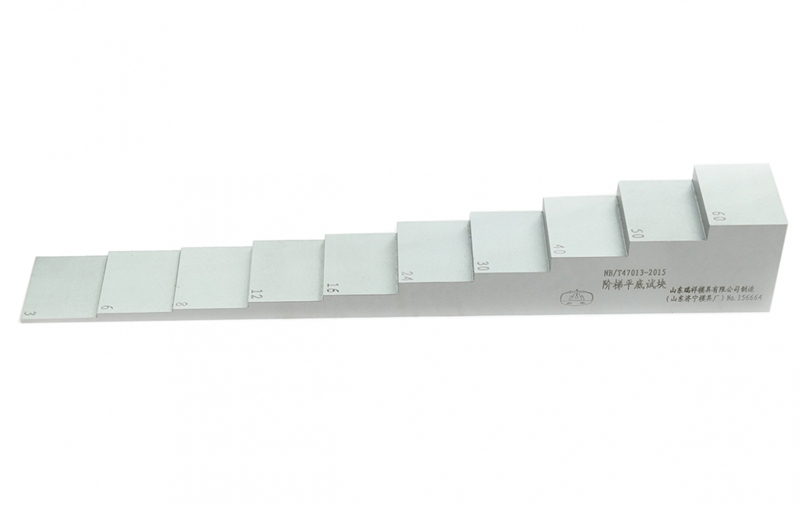
b) 使用上圖試塊����,將探頭置于每個(gè)階梯的中心位置,調(diào)節(jié)儀器增益���,使試塊堆焊層與基材界面回波的波幅為熒光屏滿刻度的50%����,讀出此時(shí)每個(gè)堆焊層厚度的顯示值��,并與實(shí)際堆焊層厚度值進(jìn)行比較�;
c) 將雙晶探頭置于工件堆焊層表面��,調(diào)節(jié)儀器增益��,使試塊堆焊層與基材界面回波的幅度為熒光屏滿刻度的50%�,讀出此時(shí)工件堆焊層的顯示值����;
d) 將工件堆焊層的厚度得顯示值按b)中的比較結(jié)果進(jìn)行修正�����,即的到工件堆焊層的厚度值���。

簡(jiǎn)介")
")
榮譽(yù)")
能力")
系方式")