聚乙烯管道電熔頭相控陣試塊適用于公稱直徑為40~400mm的聚乙烯管道電熔接頭相控陣超聲檢測(cè)。
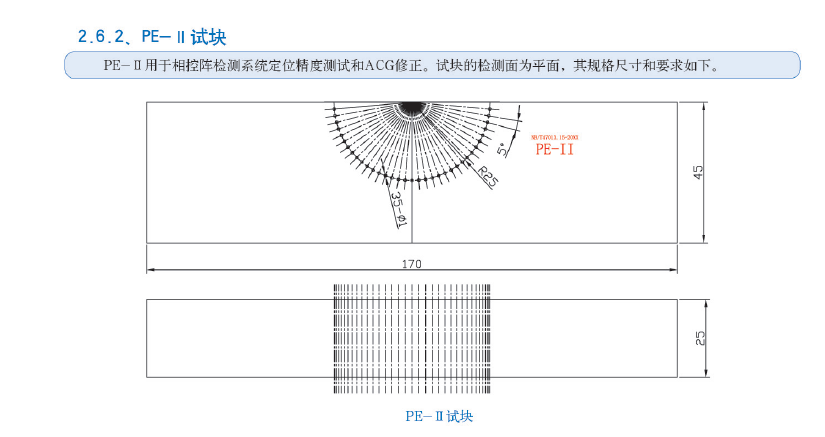
PE-I用于聲束校誰�����、TCG修正和調(diào)整檢測(cè)靈敏度。試塊的檢測(cè)面為平面或帶有一定曲率半徑的曲面�,規(guī)格尺寸和要求應(yīng)符合下圖。PE-I試塊的型號(hào)�����、相應(yīng)的曲率半徑和適用的焊接接頭范圍見下表��。

使用方法
C.1 檢測(cè)準(zhǔn)備
C.1.1 檢測(cè)區(qū)域
檢測(cè)區(qū)域應(yīng)包含焊縫本身寬度加上兩側(cè)各 5mm 的母材�����。
C.1.2 掃查方式選擇
選用沿線掃查+線掃描進(jìn)行檢測(cè)���,線掃描角度為 0°��。
C.1.3 探頭的選擇
C.1.3.1 聚乙烯管道電熔接頭相控陣超聲檢測(cè)用探頭采用一維線陣直探頭���。
C.1.3.2 探頭聲束匯聚區(qū)范圍應(yīng)能滿足檢測(cè)聚乙烯管道電熔接頭內(nèi)缺陷深度的要求。
C.1.3.3 探頭激發(fā)孔徑長度應(yīng)覆蓋單邊電熔接頭的檢測(cè)區(qū)域�����。
C.1.3.4 為了使探頭與管件外圓弧面有良好的耦合���,探頭激發(fā)孔徑寬度應(yīng)小于 10mm��。
C.1.3.5 探頭頻率應(yīng)根據(jù)管件厚度選定�����。不同管件厚度范圍適用的探頭頻率見表 C.1�。
表C.1 不同管件厚度適用的探頭頻率
C.1.4 探頭的布置及軟件設(shè)置
C.1.4.1 探頭的布置
采用線掃描對(duì)焊縫進(jìn)行覆蓋�,探頭平行于管件軸線,周向移動(dòng)做沿線掃查(如圖C.1)���。
圖C.1 探頭的布置
C.1.4.2 聚焦設(shè)置
焊縫初始掃查聚焦深度應(yīng)設(shè)置在工件中最大探測(cè)聲程處���。
在對(duì)缺陷進(jìn)行精確定量時(shí),或?qū)μ囟▍^(qū)域檢測(cè)需要獲得更高的靈敏度和分辨率時(shí)�����,可將焦點(diǎn)設(shè)置在該區(qū)域�。
C.1.5 掃查面準(zhǔn)備
C.1.5.1 檢測(cè)時(shí)機(jī)
聚乙烯管道的電熔接頭應(yīng)在焊接工作完成,自然冷卻2h后進(jìn)行檢測(cè)�����。
C.1.5.2 電熔焊接接頭
電熔焊接接頭應(yīng)符合以下要求:
A)采用管材應(yīng)符合GB15558.1的要求,管件應(yīng)符合GB15558.2的要求��;
B)接頭應(yīng)該是持證焊工按經(jīng)評(píng)定合格的焊接工藝進(jìn)行組裝���、施焊的����;
C)接頭宏觀檢查合格�����,接頭的表面應(yīng)盡量平整���、干凈�����,不影響探頭與工件的聲耦合����。
C.1.5.3 表面清理
所有影響超聲檢測(cè)的污物等應(yīng)予以清除��。
C.1.5.4 掃查面標(biāo)記
檢測(cè)前應(yīng)在工件掃查面上予以標(biāo)記,標(biāo)記內(nèi)容至少包括掃查起始點(diǎn)和掃查方向��。
C.1.6 耦合劑
C.1.6.1 耦合劑選用應(yīng)符合6.7的要求�。
C.1.6.2 實(shí)際檢測(cè)采用的耦合劑應(yīng)與檢測(cè)系統(tǒng)設(shè)置和校準(zhǔn)時(shí)的耦合劑相同。
C.1.7 檢測(cè)溫度
C.1.7.1 應(yīng)確保在規(guī)定的溫度范圍內(nèi)進(jìn)行檢測(cè)���。
C.1.7.2 若溫度過低或過高,應(yīng)采取有效措施避免�����。若無法避免����,應(yīng)評(píng)價(jià)其對(duì)檢測(cè)結(jié)果的影響。
C.1.7.3 系統(tǒng)校準(zhǔn)與實(shí)際檢測(cè)間的溫度差應(yīng)控制在±15℃之內(nèi)����。
C.1.7.4 采用常規(guī)探頭和耦合劑時(shí),工件的表面溫度范圍為0℃~40℃�。超出該溫度范圍,可采用特殊探頭或耦合劑��,并通過實(shí)驗(yàn)驗(yàn)證���。
C.2 檢測(cè)系統(tǒng)的設(shè)置和校準(zhǔn)
C.2.1 線掃描的校準(zhǔn)
C.2.1.1 采用線掃描檢測(cè)前�,應(yīng)對(duì)線掃描角度0°時(shí)的聲束校準(zhǔn),校準(zhǔn)的聲程范圍應(yīng)包含實(shí)際檢測(cè)擬使用的聲程范圍����。
C.2.1.2 校準(zhǔn)采用PE-Ⅰ試塊;
C.2.1.3 線掃描TCG修正后不同深度處相同反射體回波波幅應(yīng)一致��,且經(jīng)最大補(bǔ)償?shù)穆暿夭ǖ男旁氡炔粦?yīng)小于6dB���。
C.2.2 靈敏度設(shè)置
C.2.2.1 采用TCG方式校準(zhǔn)靈敏度���,使用PE-Ⅰ系列試塊進(jìn)行。
C.2.2.2 掃查靈敏度的確定
掃查靈敏度由工藝驗(yàn)證試驗(yàn)確定����,一般將φ1×25-4dB設(shè)置為滿屏高度的80~95%,作為掃查靈敏度�。
C.2.3 位置傳感器的校準(zhǔn)
C.2.3.1 檢測(cè)前應(yīng)對(duì)位置傳感器進(jìn)行校準(zhǔn)。
C.2.3.2 校準(zhǔn)方式是使掃查裝置移動(dòng)一定的距離(不小于500mm)��,對(duì)檢測(cè)設(shè)備所顯示的位移與實(shí)際位移進(jìn)行比較����,其誤差應(yīng)小于1%,最大不超過10mm。
C.2.4 檢測(cè)系統(tǒng)的復(fù)核
C.2.4.1 檢測(cè)系統(tǒng)的復(fù)核包括對(duì)靈敏度復(fù)核及定位精度復(fù)核�����,在如下情況時(shí)應(yīng)對(duì)檢測(cè)系統(tǒng)進(jìn)行復(fù)核:
A)校準(zhǔn)后的探頭��、耦合劑和儀器調(diào)節(jié)旋鈕發(fā)生改變時(shí)��;
B)檢測(cè)人員懷疑掃查靈敏度有變化時(shí)����;
C)連續(xù)工作 4h 以上時(shí)�����;
D)工作結(jié)束時(shí)�。
C.2.4.2 復(fù)核應(yīng)采用與初始檢測(cè)設(shè)置時(shí)的同一試塊。若復(fù)核時(shí)發(fā)現(xiàn)與初始檢測(cè)設(shè)置發(fā)生偏離�����,則按照表C.2規(guī)定執(zhí)行��。
表C.2 偏離和糾正
C.3 檢測(cè)程序
C.3.1 依照工藝設(shè)計(jì)將檢測(cè)系統(tǒng)的硬件及軟件置于檢測(cè)狀態(tài)���。
C.3.2 在待檢的電熔接頭上使用耦合劑�。
C.3.3 將探頭擺放到要求的位置,沿工藝設(shè)定的路徑進(jìn)行掃查����。探頭移動(dòng)軌跡與設(shè)定軌跡不得超過3mm。
C.3.4 掃查時(shí)應(yīng)保證掃查速度不大于30mm/s���,掃查步進(jìn)不大于1.0mm��。
C.3.5 掃查停止位置應(yīng)超過起始位置至少20mm�;若需對(duì)焊縫進(jìn)行分段掃查�����,則各段掃查區(qū)的重疊范圍至少為20mm�����。
C.3.6 由于電熔管件接線柱阻礙探頭的移動(dòng)�����,自動(dòng)掃查時(shí)應(yīng)避開�。
C.3.7 掃查過程中應(yīng)保持穩(wěn)定的耦合��,有耦合監(jiān)控功能的儀器可開啟此功能����,若懷疑耦合不好�,應(yīng)重新掃查該段區(qū)域。
C.4 檢測(cè)數(shù)據(jù)的分析
C.4.1 檢測(cè)數(shù)據(jù)的有效性評(píng)價(jià)
C.4.1.1 分析數(shù)據(jù)之前應(yīng)對(duì)所采集的數(shù)據(jù)進(jìn)行評(píng)估以確定其有效性��,數(shù)據(jù)至少應(yīng)滿足以下要求:
a)數(shù)據(jù)是基于掃查步進(jìn)的設(shè)置而采集的��;
b)采集的數(shù)據(jù)量滿足所檢測(cè)焊縫長度的要求��;
c)數(shù)據(jù)丟失量不得超過整個(gè)掃查的5%�,且不允許相鄰數(shù)據(jù)連續(xù)丟失;
d)掃查圖像中耦合不良不得超過整個(gè)掃查的5%����,單個(gè)耦合不良長度不得超過2mm���。
C.4.1.2 若數(shù)據(jù)無效���,應(yīng)糾正后重新進(jìn)行掃查。
C.4.2 缺陷的定性
C.4.2.1 根據(jù)B型顯示�,結(jié)合A掃描顯示����,對(duì)缺陷的性質(zhì)進(jìn)行分析�����。
C.4.2.2 依據(jù)缺陷的位置���、顯示圖像�����,對(duì)照附錄���,確定缺陷的性質(zhì)。
C.4.2.3 電熔接頭缺陷性質(zhì)包括:
A)接頭中的孔洞�;
B)熔接面夾雜,如夾物����、油污、氧化皮未刮等�;
C)冷焊;
D)過焊����;
E)電阻絲錯(cuò)位����;
F)管材承插不到位��。
C.4.3 缺陷的表征
以B型顯示和C型顯示的圖像中缺陷成像尺寸作為缺陷尺寸�。
C.4.3.1 熔合面夾雜
熔合面夾雜缺陷為面積型缺陷,將其表征為由其外接矩形之長和寬圍成的矩形��。如圖C.2所示�,圖C.2中缺陷所在的面為聚乙烯電熔接頭的熔合面,L表示聚乙烯電熔接頭單邊熔合區(qū)長度����。X為缺陷矩形的軸向方向上的邊長,Y為缺陷矩形的周向方向上的矩形邊長���。
當(dāng)存在兩個(gè)以上的熔合面缺陷相鄰時(shí),應(yīng)考慮熔合面缺陷之間的相互影響����。當(dāng)相鄰缺陷間距小于等于較短缺陷尺寸時(shí),應(yīng)作為一個(gè)缺陷處理���,間距也應(yīng)計(jì)入缺陷長度����。
C.4.3.2 孔洞
孔洞缺陷為體積型缺陷,應(yīng)表征其長度X���、寬度Y和孔洞自身高度h����。其表征長度X和寬度Y的方法與C.4.3.1相同�,孔洞自身高度H采用電熔接頭縱向截面的二維超聲波圖像中該缺陷顯示最大高度表示。
C.4.3.3 電阻絲錯(cuò)位
采用電阻絲錯(cuò)位量來表征電阻絲錯(cuò)位的嚴(yán)重程度(圖C.3)����。圖C.3為聚乙烯電熔接頭的軸向剖面圖。圖(C.3b)中���,x1�、x2…為電阻絲偏離其正常位置的距離�����,取其最大值作為電阻絲錯(cuò)位缺陷的計(jì)算尺寸���,見式(1)���。
C.4.3.4 冷焊
采用特征線與電阻絲間距離變小的百分比來表征冷焊的嚴(yán)重程度:
a)對(duì)正常焊接輸入熱量的電熔接頭進(jìn)行檢測(cè)��,獲得截面的超聲成像圖�,測(cè)得該圖像中的特征線與電阻絲之間的距離 l�����;
b)對(duì)待測(cè)電熔接頭進(jìn)行檢測(cè)�,獲得截面的超聲成像圖,測(cè)得該圖像中的特征線與電阻絲之間的距離l′����;
c)將 l 和 l′代入式(2)計(jì)算電熔接頭的冷焊程度 H。
C.4.3.5 過焊
C.4.3.5.1 過焊主要呈現(xiàn)以下特征:
A)特征線之間的距離比正常大����;
B)特征線彎曲或亮度發(fā)生變化;
C)在接頭中容易產(chǎn)生空洞����。
過焊按孔洞���、電阻絲錯(cuò)位量和過焊程度來表征
C.4.3.5.2 過焊程度表征
采用特征線與電阻絲間距離變大的百分比來表征過焊的嚴(yán)重程度:
A)對(duì)正常焊接輸入熱量的電熔接頭進(jìn)行檢測(cè)���,獲得截面的超聲成像圖��,測(cè)得該圖像中的特征線與電阻絲之間的距離 l�;
B)對(duì)待測(cè)電熔接頭進(jìn)行檢測(cè)����,獲得截面的超聲成像圖,測(cè)得該圖像中的特征線與電阻絲之間的距離 l′����;
C)將 l 和 l′代入式(3)計(jì)算電熔接頭的過焊程度 H′。
注:l 和 l′測(cè)量時(shí)取最大值和最小值的平均值�。
C.5 缺陷評(píng)定
C.5.1 缺陷質(zhì)量分級(jí)的依據(jù)
根據(jù)接頭中存在的缺陷性質(zhì)、數(shù)量和密切程度�,其質(zhì)量等級(jí)可劃分為Ⅰ、Ⅱ�、Ⅲ級(jí)。
C.5.2 熔合面夾雜的質(zhì)量分級(jí)
熔合面夾雜缺陷按表 C.3 的規(guī)定進(jìn)行分級(jí)評(píng)定�����。
表 C.3 熔合面夾雜缺陷的質(zhì)量分級(jí)
C.5.3 孔洞
Ⅰ、Ⅱ級(jí)電熔接頭中不允許存在相鄰電阻絲間有連貫性孔洞�、與內(nèi)冷焊區(qū)貫通的孔洞??锥慈毕莅幢?C.4的規(guī)定進(jìn)行分級(jí)評(píng)定。
表 C.4 孔洞缺陷的質(zhì)量分級(jí)
C.5.4 電阻絲錯(cuò)位
Ⅰ��、Ⅱ級(jí)電熔接頭中不允許存在相鄰電阻絲相互接觸的缺陷�。電阻絲錯(cuò)位缺陷按表 C.5 的規(guī)定進(jìn)行分級(jí)評(píng)定。
表 C.5 電阻絲錯(cuò)位缺陷的質(zhì)量分級(jí)
C.5.5 冷焊
冷焊缺陷按表 C.6 的規(guī)定進(jìn)行分級(jí)評(píng)定����。
表 C.6 冷焊缺陷的質(zhì)量分級(jí)
C.5.6 過焊
C.5.6.1 過焊引起孔洞缺陷時(shí),按 C.5.3 評(píng)定�����;
C.5.6.2 過焊引起電阻絲錯(cuò)位時(shí)����,按 C.5.4 評(píng)定;
C.5.6.3 過焊缺陷按過焊程度進(jìn)行分級(jí)評(píng)定時(shí)����,按表 C.7 的規(guī)定進(jìn)行分級(jí)評(píng)定。
表 C.7 過焊缺陷的質(zhì)量分級(jí)
C.5.7 承插不到位
Ⅰ�、Ⅱ級(jí)電熔接頭中不允許存在承插不到位缺陷�。
C.5.8 綜合評(píng)級(jí)
當(dāng)接頭中同時(shí)出現(xiàn)多種類型的缺陷時(shí)����,以質(zhì)量最差的級(jí)別作為接頭的質(zhì)量級(jí)別��。
C.5.9 接頭的質(zhì)量接受標(biāo)準(zhǔn)由合同雙方商定�����,或參照有關(guān)規(guī)范執(zhí)行��。
C.6 檢測(cè)報(bào)告
檢測(cè)報(bào)告至少應(yīng)包括以下內(nèi)容:
A)委托單位和報(bào)告編號(hào)��;
B)檢測(cè)標(biāo)準(zhǔn)�;
C)被檢電熔接頭:名稱、編號(hào)���、管材和管件型號(hào)��、材質(zhì)����、規(guī)格���、生產(chǎn)廠商���、配套工程名稱�����、表面狀況��;
D)檢測(cè)設(shè)備:儀器名稱����、型號(hào)�����、編號(hào)�����、檢測(cè)系統(tǒng)的校準(zhǔn)時(shí)間�����、校準(zhǔn)有效期�����,掃查裝置、試塊���、耦合劑����;
E)檢測(cè)條件:檢測(cè)工藝卡編號(hào)�����、探頭參數(shù)�、掃查方式�、聚焦法則的設(shè)定、檢測(cè)使用的波型��、檢測(cè)靈敏度��、系統(tǒng)性能試驗(yàn)報(bào)告��、溫度�����;
F)檢測(cè)示意圖:探頭掃查表面、檢測(cè)區(qū)域以及所發(fā)現(xiàn)的缺陷位置和分布�;
G)檢測(cè)數(shù)據(jù):數(shù)據(jù)文件名稱、缺陷類型��、位置與尺寸及缺陷部位的圖像(B 掃描或 C 掃描等���,以能夠真實(shí)反映缺陷情況為原則)��;
H)檢測(cè)結(jié)果����;
I)檢測(cè)人員和責(zé)任人員簽字及其技術(shù)資格等級(jí)����;
J)檢測(cè)日期。

簡(jiǎn)介")
")
榮譽(yù)")
能力")
系方式")